Zapytaj konsultanta
Zapytaj konsultantaHeidenhain jest wielofunkcyjnym sterowaniem maszyn CNC, zorientowanym na programowanie kształtowe bezpośrednio na maszynie. Charakteryzuje się zoptymalizowanym sterowaniem posuwu, krótkim czasem przetwarzania bloku oraz specjalnymi strategiami obróbki. Pozwala uzyskać bardzo wysokie prędkości obróbki oraz maksymalną dokładność konturu zarówno w przypadku obróbki 2D oraz 3D.
Spis treści
Opcje sterowania Heidenhain
TBI Technology specjalizuje się w sterowaniu Heidenhain TNC 620 i 640. Czy wiesz, że Heidenhain to nie tylko kompleksowe sterowanie, ale także liczne opcje, które zdecydowanie ułatwią Twoją pracę z obróbką? Opcje możesz uruchomić w dowolnym momencie od zakupu. Poniżej chcielibyśmy Wam przybliżyć kilka dodatkowych rozwiązań sterowania HH.
Opcja Heidenhain #0
Zezwolenie dla instalacji i obsługi prze sterowanie dodatkowej osi
Dodatkowe pętle sterowania
Liczba odblokowanych pętli sterujących (dodatkowych osi) zależy od używanego SIK i ewentualnie dodatkowo odblokowanych pętli sterujących.
Dodatkowe pętle regulacyjne mogą być aktywowane pojedynczo lub w grupach.
Maksymalna możliwa liczba pętli sterowania zależy od sterowania:
- TNC 640: 24 pętle sterowania,
- TNC 620: 8 pętli sterowania,
- TNC 320: 6 pętli sterowania.
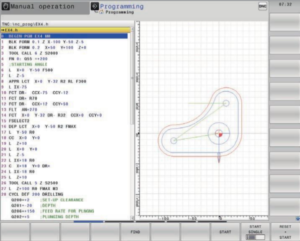
Opcja Heidenhain #8
Programowanie i obsługa dodatkowej osi przy użyciu przy użyciu stołu obrotowego. Pokazuje symulację wieloosiową w sterowaniu
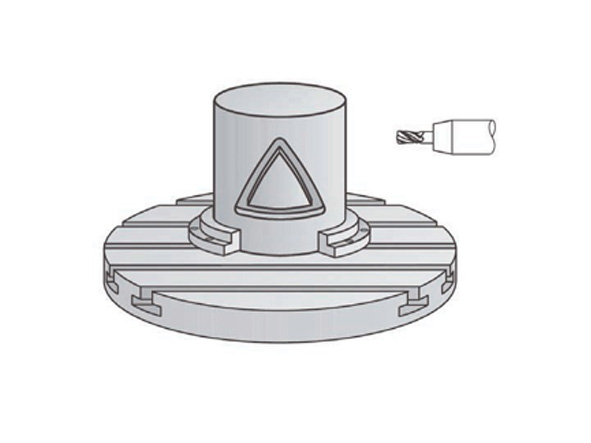
Obróbka powierzchni cylindra
TNC pozwala na łatwe programowanie konturu w linii prostej i po łuku na powierzchniach cylindrycznych, dla stołów obrotowych i uchylnych poprzez wygodne programowanie konturu na płaszczyźnie rozwiniętego walca. Następnie TNC programuje operację obróbki na powierzchni walca.
TNC oferuje cztery cykle dla obróbki powierzchni cylindra:
Frezowanie rowków (szerokość rowka i średnica narzędzia są równe)
Frezowanie rowków prowadzących (szerokość rowka jest większa niż średnica narzędzia)
Frezowanie grzbietu
Frezowanie konturu zewnętrznego
Posuw dla osi obrotowych i stołów w mm/min
Posuw osi obrotowych programujemy standardowo w stopniach/min, ale TNC może interpretować te posuwy także w mm/min. Posuw na konturze jest przy tym niezależny od odległości punktu środkowego narzędzia od środka osi obrotowej.
Opcja Heidenhain #9
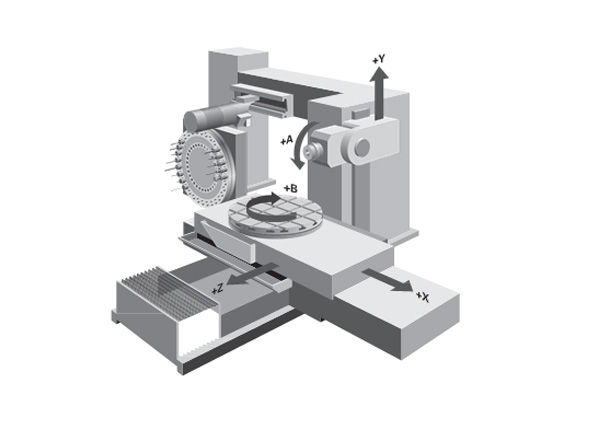
Funkcje obróbcze: 3D obróbka interpolacyjna
Obróbka symultaniczna
TNC oferuje wiele wydajnych funkcji, które zostały opracowane specjalnie dla obróbki symultanicznej w pięciu osiach. Są one tworzone przy pomocy systemów CAM w połączeniu z postprocesorami. Zasadniczo takie programy zawierają albo wszystkie współrzędne istniejących osi NC maszyny, albo bloki NC z wektorami normalnych powierzchni.
Podczas obróbki pięcioosiowej z trzema osiami liniowymi i dwiema dodatkowymi osiami przechylnymi narzędzie jest zawsze prostopadłe do powierzchni przedmiotu lub jest względem niej nachylone pod określonym kątem (obróbka z nachyleniem narzędzia).
Niezależnie od tego, jaki rodzaj programów pięcioosiowych chcemy przeprowadzić, TNC wykonuje wszystkie konieczne ruchy kompensacyjne w osiach liniowych, powstałe na skutek ruchów w osiach przechylnych. Funkcja zarządzania punktem środkowym narzędzia (TCPM) w TNC – to udoskonalenie sprawdzonej już funkcji TNC M128. Zapewnia optymalne prowadzenie narzędzia i zapobiega żłobieniu konturów.

Opcja #17
Programowanie i obsługa: Cykle sondy pomiarowej
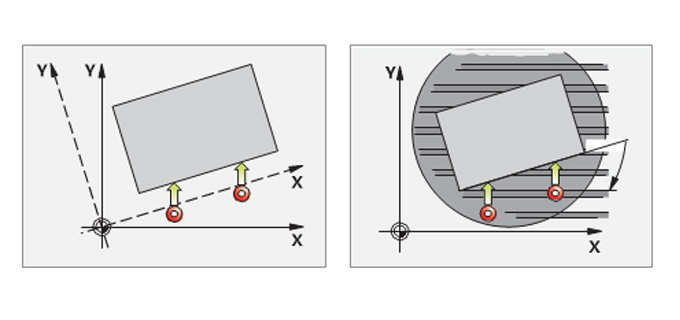
Ustawienie detalu
Sondy pomiarowe Heidenhain i funkcje pomiarowe TNC redukują konieczność uciążliwego, ręcznego ustawiania obrabianego przedmiotu:
- Zaczynamy od prostego zamocowania obrabianego przedmiotu w dowolnej pozycji.
- Sonda dotykowa ustala aktualny stan zamocowania poprzez pomiar powierzchni.
- TNC kompensuje niewspółosiowość poprzez “obrót podstawowy”, poprzez obrót programu NC do ustalonego kąta, albo poprzez skorygowanie rzeczywistej niewspółosiowości poprzez obrót stołu obrotowego.
- TNC oferuje manualne, automatyczne i półautomatyczne cykle dla korekcji niewspółosiowości w dwóch lub trzech wymiarach.
Ustawienia wstępne
Możliwość szybkiego i niezawodnego zdefiniowania presetu niezawodnie redukuje czas nieproduktywny i i zwiększa dokładność obróbki. TNC posiada niezliczone cykle pomiarowe dla automatycznych ustawień wstępnych.
Kontrola detalu
TNC posiada liczne cykle pomiarowe do kontroli geometrii obrabianych obrabianych przedmiotów. Dzięki temu można wykonać następujące czynności:
- Rozpoznać przedmiot obrabiany i wywołać odpowiedni program obróbki
- Sprawdzić prawidłowość wykonania wszystkich sprawdzenie poprawności wykonania wszystkich operacji obróbkowych
- Wykryć i skompensować zużycie narzędzia, itp.
Pomiar narzędzi
W połączeniu z sondami pomiarowymi TT do pomiaru narzędzi, TNC umożliwia umożliwia automatyczny pomiar narzędzi w maszynie. Zmierzona długość i promień narzędzia TNC zapisuje w swojej w centralnej pamięci narzędzi. Pomiar narzędzi w trakcie obróbki pozwala na natychmiastowe rozpoznać zużycie lub pęknięcie, unikając w ten sposób braków i ponownej obróbki.
Opcja #19
Zaawansowane funkcje programowania: Programowanie zarysów swobodnych typu FK, cykle stałe
Programowanie zarysów swobodnych typu FK
Nie wszystkie obrabiane elementy są wymiarowane do standardowego programowania NC. Dzięki funkcji kontroli swobodnego programowania konturów (FK), wystarczy wprowadzić dane z rysunku – bez konieczności konwersji ani obliczenia danych!
Cykle standardowe
Oprócz stałych cykli wiercenia i gwintowania, w opcji 19 znajdują się cykle frezowania gwintów, rozwiercania, wytaczania i wykonywania otworów, jak również cykle frezowania do oczyszczania powierzchni płaskich oraz do obrabiania i wykańczania kieszeni, rowków wpustowych i kołków gwintowanych.
Cykle z kompleksową formułą konturu
Lista cykli podkonturów (SL) jest szczególnie pomocna przy oczyszczaniu kieszeni o połączonych konturach. Termin ten jest używany do identyfikacji cykli obróbki dla wiercenia pilotażowego, obróbki zgrubnej i wykończeniowej, gdy kontur lub podkontury są określone w podprogramach. Dzięki temu danego opisu konturu można użyć dla więcej niż jednej operacji przy użyciu różnych narzędzi.
Cykle OEM
Nie tylko producenci sterowania mogą tworzyć i zapisywać w TNC dodatkowe cykle stałe. Teraz również użytkownik końcowy może pisać własne cykle. Program PC CycleDesign pozwala na uporządkowanie parametrów wejściowych i struktury soft-key TNC według własnych potrzeb.