
 Zapytaj konsultanta
Zapytaj konsultantaSystem typu MES pozwala na zdalne monitorowanie pracy obrabiarek. Współpracuje z najpopularniejszymi sterowaniami CNC na rynku: Fanuc, Heidenhain, Siemens oraz Mitsubishi. Dostarcza automatycznie rzetelną wiedzę o działaniu każdej maszyny i operatora w firmie.
Zdalny dostęp do maszyny pozwala na:
- weryfikację w czasie rzeczywistym stanu produkcji / programu obrabiarki,
- łatwą analizę danych i optymalizację pracy produkcji,
- całodobowy wgląd online do informacji o maszynie, również do danych archiwalnych,
- dostęp do czytelnego opisu ewentualnych błędów, co zmniejsza czas przestoju maszyny,
- konfigurację alarmów SMS-owych i mailowych, które zmniejszą awaryjność urządzeń.
Skontaktuj się z nami przez formularz kontaktowy lub mailowo: kontakt@tbitech.pl, aby otrzymać 30-dniową, darmową wersję testową.
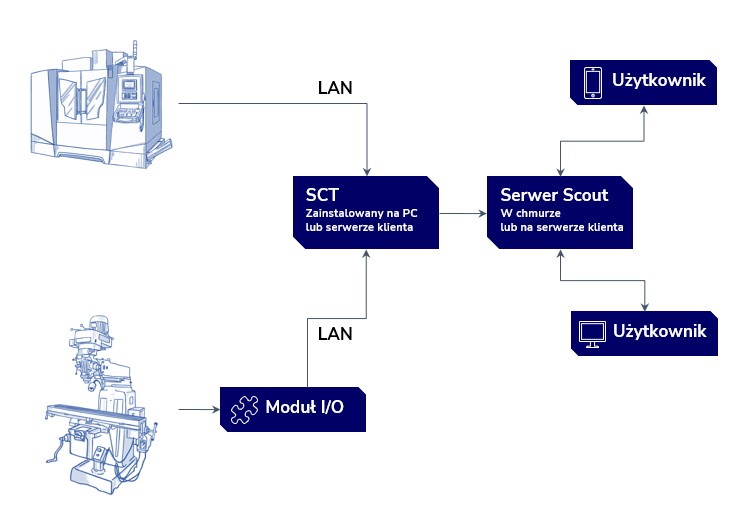
Jak działa system Scout?
W przypadku maszyn CNC lub PLC, Scout pobiera dane przez sieć LAN, bez ingerencji elektrycznej. Z maszyn konwencjonalnych sygnały pobierane są za pomocą modułu I/O.
Najważniejsze funkcje:
- Monitoring maszyn w czasie rzeczywistym – udostępnia rzeczywiste dane z maszyn: praca czy bezczynność, aktualnie wykonywany program, aktualnie prędkości, wartość override, dowolne dane z PLC itp.
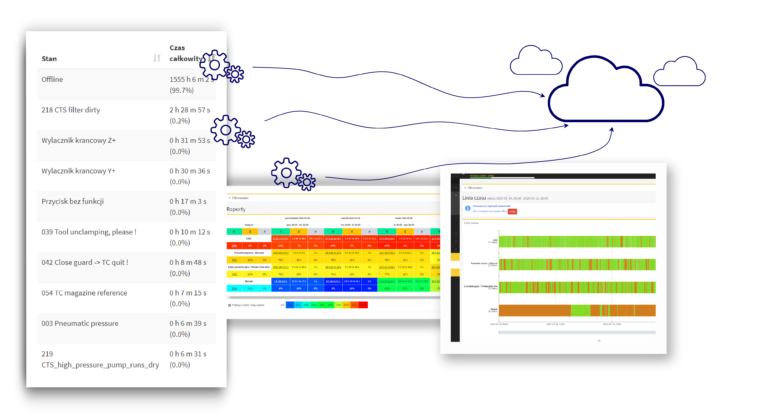
- Statystyki pracy – daje wgląd do wydajności maszyn i tego, jak się ona rozkładała w czasie. Dane mogą zostać zsumowane po dowolnym parametrze procesowym (np. po stanie maszyn, programie itp).
- Linia czasu – umożliwia wygodne i szybkie sprawdzenie jak działały maszyny na przestrzeni wybranego przedziału czasu.
- Dane historyczne – zapisuje wszystkie dane odebrane z maszyn i daje do nich dostęp w wygodnym widoku tabelarycznym.
- Raporty – dzięki raportom (tygodniowym lub z wybranego okresu) od razu widać najważniejsze statystyki czasów pracy, bezczynności i offline wszystkich maszyn w jednym miejscu.
- Podgląd pulpitu – umożliwia podgląd okna pulpitu podłączonych maszyn i informuje m.in. o okresie bezczynności maszyny oraz o ewentualnych błędach – ALARM.
- Lista błędów / alertów – udostępnia czytelny opis ewentualnych błędów, co zmniejsza czas przestoju maszyny. Pozwala wiele usterek naprawić we własnym zakresie, bez konieczności wzywania serwisu.
- Harmonogramowanie – określanie założonych czasów przestojów (np. z uwagi na święta lub konserwację), przypisywanie pracowników do zmian pracy czy zleceń do wykonania.
- Powiadomienia – możliwość zdefiniowania powiadomień (email) w momencie wystąpienia dowolnie określonego warunku podczas odbioru danych z maszyn.
Wdrożenie systemu
System Scout może być używany jako aplikacja w chmurze (Software-as-a-Service) lub na serwerze klienta.
SaaS (dostęp w chmurze)
- Brak konieczności utrzymywania i administrowania zasobami IT
- Płatność okresowa
- Brak lub bardzo niskie koszty wdrożenia
- Dostęp do systemu możliwy z dowolnego miejsca za pomocą bezpiecznego protokołu HTTPS (SSL)
- Aplikacja zawsze w najnowszej wersji.
On-premises (na serwerze klienta):
- Dane znajdują się całkowicie posiadaniu klienta.
- Płatność jednorazowa.
- Dział IT klienta w pełni kontroluje aktualizacje aplikacji i dostęp do serwera.
- Bezpłatny okres testowy w chmurze.
Scout, a rodzaj sterowania na maszynie CNC
Dane z maszyn odbierane są przez zestaw narzędzi Scout: Scout Configuration Tools (SCT). SCT instalowane jest na wskazanym przez klienta serwerze/PC znajdującym się w sieci LAN klienta. SCT odbiera dane z maszyn i przesyła je dalej do serwera Scout, znajdującego się albo w chmurze, albo na serwerze klienta.
Oprogramowanie Scout jest kompatybilne z wieloma sterowaniami, m. in. tymi,na których pracują maszyny TBI. Warto jednak pamiętać, że aby w pełni móc korzystać z możliwości programu, trzeba mieć uruchomione odpowiednie opcje w streowaniu:
Heidenhain
- Wymagane podłączenie maszyny do sieci LAN.
- TNC530 i starsze: wymagane włączenie opcji TNCOpt lub External Access na maszynie.
- TNC620/640: dodatkowo wymagane włączenie opcji 18 – klient musi zwrócić się do producenta maszyny lub do Heidenhain.
Dostępne dane:
- stan maszyny: Execution mode (AUTOMATIC, MDI, MANUAL…), Program Status (STARTED, STOPPED…)
- nazwa (ścieżka) wykonywanego programu
- alarmy (teksty, numery)
- prędkości F, S + override
- numer narzędzia
- w razie potrzeby można próbować odczytywać inne parametry maszyny
Siemens (840D SL, 828D)
- Wymagane podłączenie maszyny do sieci LAN.
Wymagana aktywacja opcji OPC UA: Access MyMachine / OPC UA (6FC5800-0AP67-0YB0) na liście:
- Menu Select – Uruchomienie – Licencje – Przegląd
- Klient kupuje opcję w Siemens, koszt: ok. 450 eur.
- Opcja jest niedostępna dla 840D.
Dostępne dane: pełen zestaw danych z NC i/lub PLC wystawiane przez OPC UA, np.:
- informacje o maszynie (ID)
- tryb pracy
- stan programu
- nazwa, ścieżka do programu
- aktualne narzędzie
- alarm
- prędkości F
- możliwość odczytania praktycznie dowolnych parametrów z NC
Fanuc
- Wymagane podłączenie maszyny do sieci LAN.
Wymagane jest ustawienie parametru: System – Embed – Focas2 –Port Number TCP na wartość 8193.
Dostępne dane (dla jednego lub więcej wrzecion):
- numer ID maszyny
- stan maszyny: Run, Aut, T/M Mode, Motion, MTSB…
- liczba wyprodukowanych części (part count na podstawie M30)
- alarmy (teksty, numery)
- nazwa, numer wykonywanego programu
- numer narzędzia
- prędkości F, S + override
- dodatkowe parametry w razie potrzeby: np. auto operation time (par. 6751), cutting time (par. 6753), one auto operation time (par. 6767) i inne